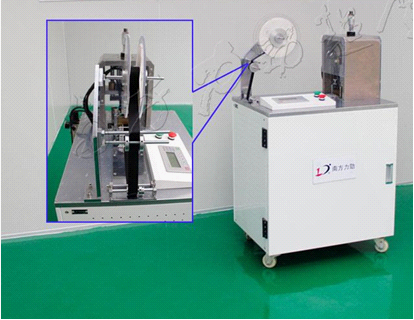
一、设备说明:
切带机,由切刀及刀架构成,刀架安装于一基座上,其创新点为:在基座上固装有对称的竖直安装板,在该安装板之间竖直导向活动安装框形刀架,该刀架顶端水平固装切刀,该刀架通过其底端由步进电机驱动的凸轮机构驱动实现竖直上升下落,在切刀下方固装有水平切带平台,在切带平台上表面安装有由伺服电机驱动的进料辊,步进电机及伺服电机通过控制线与安装于基座上的控制器相连接。本发明结构紧凑,整机占用空间较小,设计科学合理,刀架通过步进电机(进料辊通过伺服电机)由控制器控制驱动,整机自动化程度高,加工效率高,精度高,操作简便。
二、工艺要求:
1.切带长度精确到1mm;
2.精准的定位(切带长度固定不变)
三、系统构成:
由面板控制切带的长度,速度,张数等参数使PLC发送脉冲给伺服驱动器来让伺服电机实现动作。
四、系统工作原理及接线说明:
伺服驱动器接受PLC发来的脉冲信号,来控制电机实现所设定的动作来得到所需要的切带长度和速度。
接线图如下:

五、参数设定:
|
功能代码 |
代码名称 |
设定参数 |
使用说明 |
|
PA-1 |
型号代码 |
2A-30 |
同伺服电机相匹配 |
|
PA-4 |
控制方式选择 |
0 |
位置控制 |
|
PA-5 |
速度比例增益 |
150 |
设置值越大,则刚度越大,过大容易出现振荡 |
|
PA-6 |
速度积分时间常数 |
20 |
设置值越小,则刚度越大,过小容易出现超调 |
|
PA-9 |
位置比例增益 |
100 |
设置值越大,则刚度越大,过大容易出现振荡或超调 |
|
PA-12 |
位置指令脉冲分频分子 |
1 |
设置相应值可以很方便的与各种脉冲源相匹配 |
|
PA-13 |
位置指令脉冲分频分母 |
1 |
设置相应值可以很方便的与各种脉冲源相匹配 |
|
PA-14 |
位置指令脉冲输入方式 |
0 |
设置与上位机相应的脉冲输入方式,默认为脉冲+方向 |
|
PA-15 |
位置指令脉冲方向取反 |
0 |
改变此参数可以很简单的改变电机的旋转方向 |
|
PA-20 |
驱动禁止输入无效 |
1 |
屏蔽限位功能 |
|
PA-53 |
低4位输入端子强制ON控制字 |
0001 |
强制使能 |
备注:1号参数是电机代码,需设定为所选电机的型号。
电子齿轮根据客户设定,最简单的是直接将PLC参数设定好之后启动看看实际长度和所需长度的比值及可得到。









 联系我们
联系我们 CRM系统
CRM系统 在线服务
在线服务 官方微信
官方微信
