一、概述
剪板机应用于对各种厚度的金属板材施加剪切力,使板材按所需要的尺寸断裂分离。也可应用于屏蔽材料,胶粘材料,绝缘材料,导电材料,电池制适业等电子材料加工。
二、工艺简介
本系统由PLC、伺服驱动器、伺服电机等主要设备组成,钢板长度/数量,送料速度自由设定,加装可调节滚轮送料机构,两边自动调节压力及升降,可以快速放料,配合顶针式送料机构,有效防止材料划伤,主要适用于带材高速全/半断裁切。精度高,损耗少,机型设计符合人体工学原理,操作简单。
三、设备组成
剪板机设备可以由PLC、人机界面、伺服系统和传动机构等组成,PLC配以人机界面,可直接输入钢板长度和数量,并设有手动,自动转换功能,并具有独立操作系统,以及专用操作软件。伺服系统接收PLC系统的脉冲指令完成精确的位置控制。
主轴与圆刀使用伺服系统,可做高低调速及正反转切换控制。采用进口滚珠滑轨,平行推进切割宽度,配合进口精密滚珠丝杆及滑轨,控制切割宽度及0.1毫米,达到高精度切割和实现高品质剪切。
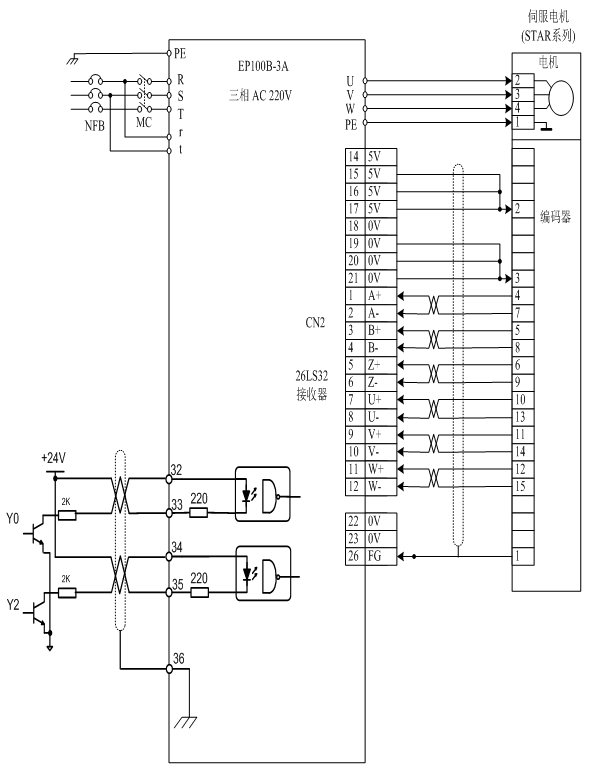
四、接线图及驱动器参数设置
1)接线图
2)参数设置
|
功能代码 |
代码名称 |
设定参数 |
使用说明 |
|
PA-1 |
型号代码 |
3A-46 |
同伺服电机相匹配 |
|
PA-4 |
控制方式选择 |
0 |
位置控制 |
|
PA-12 |
位置指令脉冲分频分子 |
5 |
设置相应值可以很方便的与各种脉冲源相匹配 |
|
PA-13 |
位置指令脉冲分频分母 |
3 |
设置相应值可以很方便的与各种脉冲源相匹配 |
|
PA-20 |
驱动禁止输入无效 |
1 |
屏蔽限位功能 |
|
PA-53 |
低4位输入端子强制ON控制字 |
0001 |
强制使能 |
五、调试与注意事项
1)、调试步骤:
A、正确接好电源线r、t、R、S、T,电机动力线U、V、W、PE,编码器线(CN2)。
B、接通电源,设置参数并正确保存(具体操作请参考说明书)。
C、空载测试,进入参数菜单PA-00后将315改成309长按确认键观察开始电机转速是否为100转,转动片刻后若无报警则说明驱动器及电机接接没有问题(具体详细面板操作请参考说明书)。若有异常情况请检查电机相序及编码器线连接是否良好。
D,安装好驱动器与PLC之间接线,检查电源及接线没有问题后上电进行初步测试,观察电机机械部分是否有卡死现象,电机是否发出异响,若发现问题则请及时解决。
E、试做一样品看是否满足要求。
*若无法解决驱动器相关异常情况请致电我公司服务热线进行咨询。
2)、注意事项:
A、接动力线时,U、V、W一定要一一对应接到端子上,不能通过改变U、V、W相序来改变电机方向。
B、接控制线(CN1)时,上位机系统和伺服一定要有一端接屏蔽线。
C、布线一定要合理,交直流电源要严格分开,控制线要与电机动力线、电源线严格分开。
六、总结
此剪板机设备充分结合了迈信驱动器响应快、定位精确、运行平稳等优点。经过客户的试用,加工出来的产品都符合客户要求,各项指标都达到要求,同时还提高了生产效率,使客户达到最大满意度。此设备向客户充分展示了迈信伺服驱动器的优势,同时也提高了剪板机设备在市场上的竞争力。









 联系我们
联系我们 CRM系统
CRM系统 在线服务
在线服务 官方微信
官方微信
