一、设备说明:
一台抛光机有若干工位(抛光机生产厂家可以根据客户的要求,增减工序位),抛光机工位用伺服电机带动旋转,工位均匀分布固定在一个中心转盘上,转盘用异步电机配减速机带动旋转,周围有若干机械抛光轮(类似机械手臂),用异步电机带动抛光轮作上下﹑前后﹑左右的位移,用抛光轮旋转摩擦抛光体表面来达到抛光的目的。部分抛光体表面为不规则曲面时,需要抛光机工位进行半周来回旋转。
二、工艺要求:
1、有较大的抛光速率来去除磨工件的损伤层。
2、定位精准(对于不能做全周旋转的不规则曲面)。
3、稳定的转速及转矩(步进电机容易堵转)。
三、系统构成:
如图所示,抛光机使用若干套伺服驱动器和伺服电机,伺服电机通过齿轮带动工位旋转。控制器选用PLC,PLC发送脉冲控制电机运转。

图1:抛光机正面

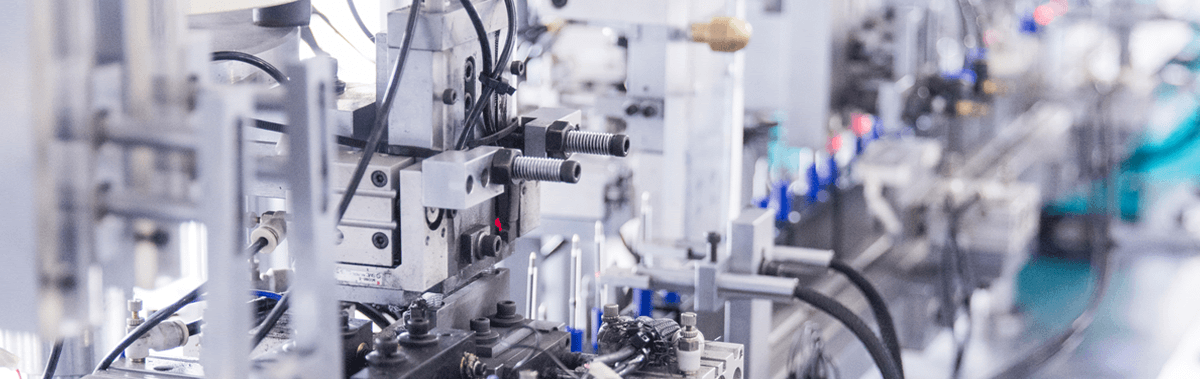
图2:抛光机工位

图3:伺服驱动器
四、系统工作原理及接线说明:
伺服驱动器工作在位置模式,通过接受PLC的脉冲信号工作,电机的运行方向、运行速度都可以通过PLC进行调节。
系统原理接线图:(以EP100为例)
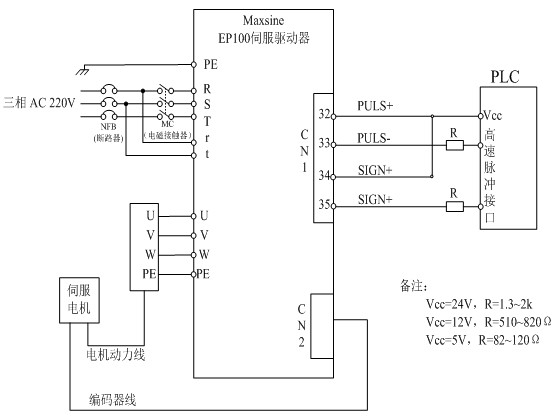
备注:本公司可提供成品编码器线及动力线(需收取成本费)
五、参数设定:
|
功能代码 |
代码名称 |
设定参数 |
使用说明 |
|
PA-1 |
型号代码 |
2A-30 |
同伺服电机相匹配 |
|
PA-4 |
控制方式选择 |
0 |
位置控制 |
|
PA-5 |
速度比例增益 |
150 |
设置值越大,则刚度越大,过大容易出现振荡 |
|
PA-6 |
速度积分时间常数 |
20 |
设置值越小,则刚度越大,过小容易出现超调 |
|
PA-9 |
位置比例增益 |
100 |
设置值越大,则刚度越大,过大容易出现振荡或超调 |
|
PA-12 |
位置指令脉冲分频分子 |
1 |
设置相应值可以很方便的与各种脉冲源相匹配 |
|
PA-13 |
位置指令脉冲分频分母 |
1 |
设置相应值可以很方便的与各种脉冲源相匹配 |
|
PA-14 |
位置指令脉冲输入方式 |
0 |
设置与上位机相应的脉冲输入方式,默认为脉冲+方向 |
|
PA-15 |
位置指令脉冲方向取反 |
0 |
改变此参数可以很简单的改变电机的旋转方向 |
|
PA-20 |
驱动禁止输入无效 |
1 |
屏蔽限位功能 |
|
PA-53 |
低4位输入端子强制ON控制字 |
0001 |
强制使能 |
六、总结
此案例为我公司和国内某著名抛光机生产厂家合作开发的产品,并得到用户的一致好评。EP100系列交流伺服驱动器是我公司最早投入市场的一个系列产品,经过长期的市场考验,产品性能稳定可靠,使用简单。驱动器PCB板在出厂前均做过三防处理,较其他品牌可以在相对恶劣的工况下稳定运行。此案例实践证明迈信伺服驱动器应用在抛光机行业,在多粉尘、高湿度的工况下(见图3)正常运行无异常。









 联系我们
联系我们 CRM系统
CRM系统 在线服务
在线服务 官方微信
官方微信
